| 2/SF,SC,BF | 29~24AWG(0.28~0.51mmØ) |  | ||
| 3/SF,SC,BF | 24~20AWG(0.51~0.81mm Ø) | |||
| 4/SF,SC,BF | 20~16AWG(0.81~1.30mmØ) | |||
| 5/SF,SC,BF | 15~13AWG(1.45~1.83mmØ) | |||
| 6/SF,SC,BF | 13~11AWG(1.83~2.31mm Ø ) | |||
| 7/SF,SC,BF | 11~9 AWG(2.31~2.90mmØ) | |||
| 8/SF,SC | 9~8 AWG(2.90~3.25mmØ) | |||
| Specifications may be changed without prior notice. 规格尺寸或变动及更新 | ||||
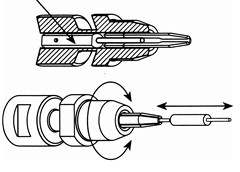
| SETUP AND OPERATION操作与设置 | ||||
|
根据以上表格内的刀头线径范围规格,选择合适的刀头安装在机器前端夹头上,将一根漆包线插放在刀头的中间,使用固定扳手调整夹头使刀头将漆包线轻轻夹紧,然后将漆包线退出,启动开关后,手握住线圈部份然后轻松地将漆包线推进高速旋转的刀头内,直到达到预先设定的剥离长度,然后小心的将漆包线退出,剥离工作即可完成. 在必要时,可通过放松或收紧夹头来调节刀头的口径,控制达到理想的剥离效果,因为当机器在开启及刀头高速旋转时,将漆包线的绝缘漆或氧化物削离,剥离后的漆包线,铜线表面是光亮同清洁 设定所需的脱漆长度, 可松开夹头的固定螺丝, 退出夹头后, 看见脱漆长度的限位顶针, 通过固定螺丝来调整限位顶针, 可设定及控制漆包线的脱漆 | |||